1. EM控制定义
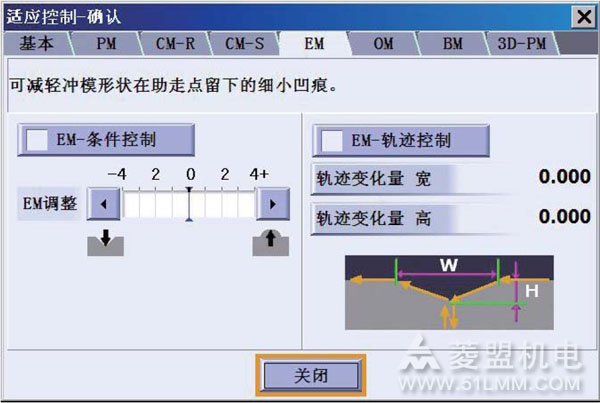
在冲模形状加工过程中,EM 控制可以减少“加工冲模形状起始孔助走加工路径”连接点(进刀点)的微小塌陷(通称“肚脐”)。
2. EM 功能的种类
EM 功能有[EM-条件控制]和[EM-轨迹控制]两种:
[EM-条件控制]
是在进刀点附近控制加工的能力。加工过程中可以设定功能的ON/OFF。
[EM-轨迹控制]
是变更进刀点附近的电极丝路径。加工之前,需要设定功能的ON/OFF。
通常请使用[EM-条件控制]。
3. EM 设定方法
(1) 使用[EM-条件控制]时
通过[自动2nd CUT]画面或[监控器]画面,打开[适应控制]画面,将[EM-条件控制]开关设为ON。在加工过程中(停机时也一样)不能变更设定,因此请在加工前设定。通常请将EM调整栏设为0。
(2) 使用[EM-轨迹控制]时
通过[自动2nd CUT]画面或[监控器]画面,打开[适应控制]画面,将[EM-轨迹控制开关]设为ON 后,设定轨迹变化量。在加工过程中(停机时也一样)不能变更设定,因此请在加工前设定。
4. 进刀点形状的微调方法
可以通过以下方法微调进刀点的加工形状。
(1) 使用[EM-条件控制]时
若将[适应控制]画面的EM 调整栏设为“ + ”侧,则接近凸形; 设为“ – ”侧,则接近凹形。此外,EM 调整栏也可以通过E加工条件进行设定。
(2) 使用[EM-轨迹控制]时
在[适应控制]画面的轨迹变化量当中,若加宽宽度,则范围加宽; 若加大高度,则强化控制。
【注意事项】
1. 进行冲头形状加工及自动放大加工等冲模形状以外的加工时,请将[EM-条件控制]开关及[EM-轨迹控制]开关设为OFF。
2. EM-条件控制是在精加工条件下运行。
3. EM功能只在偏移模式中运行。
